|
�W�����Ԅӻ�CAMϵ�y(t��ng)���Ä�����������������ژI(y��)�հl(f��)չ�������ҿ��Ԟ錢�탦���(y��u)��ļӹ����`֪�R����
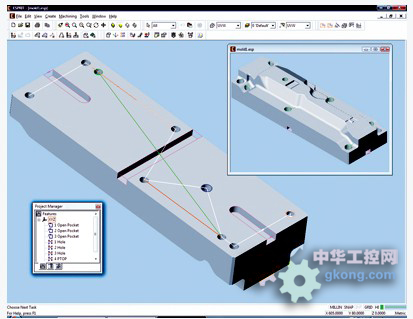
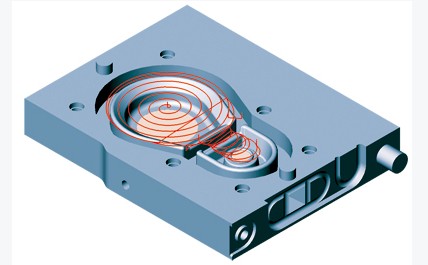
�����D1 �Ԅ������R�eϵ�y(t��ng)���Ԅӵ��R�e���ģ���ϵ�ÿһ���ɼӹ������c��������@��ģ���ϵĿ�������_��ʽ��Ѩ�Ͱ���
�������`�C�������ṩ���oʽCAM�Ԅӻ�����ϵ�y(t��ng)���Ը��V���̎���ξ����������������������@����һ�N˼�S��ʽ�����Ԅӻ�CAMϵ�y(t��ng)������������̆T��ϵ�y(t��ng)�l(f��)��ָ���������Ό�����M�мӹ�����
������ô�@�N��ʽ�����������������������Ҳ�S����CAMܛ���_�l(f��)��ԇ�D�����Ñ������µ��Ԅӻ����g������������I(y��)�˜ʵļӹ�����(sh��)�A�b���@��ϵ�y(t��ng)�еĕr���_ʼ�ġ��҂���֪�����̎����@�����������Լ����뷨�������Ҫʹ���С��˜ʡ�ÿһ���˶��M���Dz����ܵ������
�����A�b��Ĭ�Jֵֻ����������ָ���Ñ��������������������ɞ齛�N�̵Ľ��h��������Q��Ԓ�f�������ѳɞ�һ�����Ԏ��������ˆT�˽⑪ԓ��ι�����ϵ�y(t��ng)�����
�����F(xi��n)��Ҫ���eһЩ���w�Č������f������΄�(chu��ng)��һ���Ԅӻ�CAMϵ�y(t��ng)�������Ա���ٹ����M�ȣ�ʹ����������������
�����D2 ֻҪ�c��һ�¾Ϳ����R�e���ģ���ϵ����п����ÿ��������Ҳ��Ҫ�����ͱ������������_���Ԅӻ��@��Ŀ��
�������oʽ�Ԅӻ�ϵ�y(t��ng)
���������������^�����o����������ζ��ֻ�谴�ӎ��°��o����CAM�Ñ��Ϳ����_ʼ�M��һ��������Ԅӻ��ӹ��������������NC��(sh��)�ش��a����İ��o���ӴΔ�(sh��)ȡ�Q�ڹ�˾�Q����ϵ�y(t��ng)�а��b�ηN�Ԅӻ�ϵ�y(t��ng)�������֮��������Ȼ��Ҫ��һ����(sh��)�����Ñ��ЄӁ��������ָ��CAMϵ�y(t��ng)��(zh��)��������΄�������һ����f���_ʼ�r��������Ñ�ֻ���ӈ�(zh��)��һ���Ԅӻ��΄ջ�ɂ����ε��΄գ����������^�쾚�r���������ӈ�(zh��)�и�����Ԅӻ��΄�����
����ÿ������һ�ΰ��o�������ϵ�y(t��ng)�Ϳ����ڎ����֮�Ȉ�(zh��)��һ��΄�����������˹���(zh��)��ԓ��΄������һ�㶼��Ҫ��犵ĕr�g�������ϵ�y(t��ng)���������ܽo�Լ����_�ʹ_���΄ա�ֻ��CAMܛ���������߲��ܽoϵ�y(t��ng)�l(f��)��һϵ��ָ��������ָ������Α��á�
�����Ԅӻ��Ļ��A
�����Ԅӻ��Ļ��A�����Ĕ�(sh��)�����_ʼ�����������ڔ�(sh��)����ȃ���ͽM���ӹ�܇�g�ĸ��N���a�l����˾��μӹ�����������P��Ϣ���������(sh��)�����Ŀ���Ǟ�����Ч�؏������е��������ԭ���ϼ�܇�g�ȬF(xi��n)��CNC��(sh��)�ؙC�������P�Ĕ�(sh��)�����������Ҫ������������(sh��)������ԃ��潛�^���`���ļӹ�����(sh��)�ͼӹ���ˇ�����@����������ڄ�(chu��ng)������r������CAMϵ�y(t��ng)�܉�������õ��x��
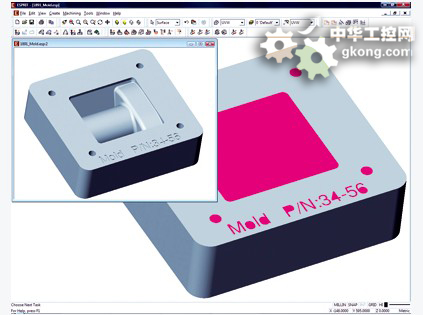
�����D3 �����ɵ��ӹ�·��ǰ�����CAMϵ�y(t��ng)���Ԅ����w���ģ�͵Ŀ��������_��̎�����ڵ��ӹ�·������Ժ������ԓϵ�y(t��ng)߀���Ԅӵ�ȡ���@�N���w����������w�^(q��)�������ȫ���Ñ���ÿһ���ּӹ������뾫�ӹ��;��ӹ��^�����M�п���
������ЩCAMϵ�y(t��ng)���ṩ�Ĕ�(sh��)���쎧���A�b�Ĕ�(sh��)����������_���ѽ��A�b���@�ӵĔ�(sh��)���������ô��ԓ��һ�����@Щ��(sh��)���Ƿ�ӽ��ӹ�܇�g�Č��H��r��������@Щ��(sh��)�����Ժ����ؾ���(chu��ng)��һ���_�е����׳���������һ�Д�(sh��)���������ᗉ��������h��һ���c�ӹ�܇�g�o�P�Ĕ�(sh��)������Ȼ������˽���μӹ��������������t�������ԓϵ�y(t��ng)��äĿ���x��һ�N�c܇�g�����l������ƥ��ĵ��ߺ������ӹ���������S���Ñ���̫Ը��h���@Щ��(sh��)���������H��߀�ǿ���ͨ�^CD���b��P�������°��bԭ�ȵĔ�(sh��)��������
�����Ԅӻ�CAMϵ�y(t��ng)Ҳ���ԃ�����N������͵ļӹ������˜������������@�c�Ñ�ͨ�^�Ԅӻ�ϵ�y(t��ng)���ܵ��������ărֵ���e�����f��������һ���ӹ�܇�g������������ٶȵęC���������ӹ���Ӳ�IJ������������ô���Ԟ��@���ض��ļӹ��΄Ճ���һ���õļӹ�����(sh��)�������߿��Էքe���b���ײ�ͬ�ļӹ�����(sh��)��������ԝM�㲻ͬ�͑���Ҫ��������܇�g�ȼӹ����dzɽM���������ô���ԃ����cÿһ��ϵ��������P�ą����ӹ���(sh��)��������������֮���������(sh��)������ԔU���������Ƀ����κ�܇�g�ĽM�ϔ�(sh��)���ͼӹ�����(sh��)����
����һ������(sh��)��ݔ��ϵ�y(t��ng)֮������Ϳ�����ҹ��������Ҿ����ˆT������ʹ���@Щ��(sh��)����������һ��������ļ������_�Ժ���Ҫ���΄��Ǹ��V�@��ϵ�y(t��ng)���P�Ĺ������������Ҫ�ӹ��IJ��ϣ��x����Щ�ӹ�����(sh��)�Լ���Ҫ�ӹ���������������@һ�Ќ����oϵ�y(t��ng)�ṩ������Ϣ�����Ա��ڔ�(sh��)�������������_�Ĕ�(sh��)���������Ȼ�����M�в����r����Ԅӵ�ݔ��ӹ�����(sh��)��
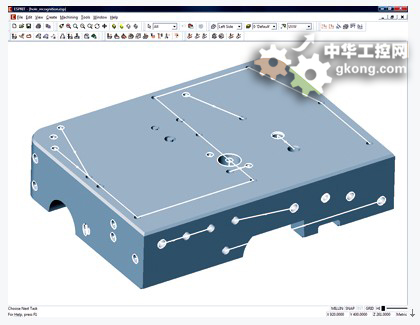
�����D4 ��CAMϵ�y(t��ng)�Ԅӵ����w�_��̎�r�����������w��D����ʾ���@Щ���r���������һ�c�Ƿdz���Ҫ�����������µı��摪ԓ�c�ӹ���������w�Π�����ϣ��������Π��ô���s
�����ڔ�(sh��)�����а��b���P܇�g��(sh��)���ĺ����΄տ���CAMϵ�y(t��ng)��
��������1����������IJ��ϺͲ�������������Ԅӵ��x�����_�ĵ��������
���������2������������ϡ����߲��ϡ�������Ⱥ�NC��(sh��)�ؙC������r����Ԅӵ�Ӌ����������S�D�ٺ��M�o�ٶȡ�
���������3���Ԅ��x���Ñ��Զ��x�ļӹ�����(sh��)�������
������ɫ�Ԅӻ�ϵ�y(t��ng)
�������oʽ�Ԅӻ�ϵ�y(t��ng)����һ���������ڿɼӹ����Եđ�������CAD/CAMϵ�y(t��ng)�еČ��wģ���Ǹ���һϵ�л���(li��n)ϵ�������Ƴɵ��������һ��CAMϵ�y(t��ng)�У�����ģ�͵����������ǿ����Mһ���U�������������а����ӹ���Ϣ����������ɞ����ģ�Ͳ��ɷָ��һ����������ͨ�^�@�N�������ģ���µ�ͬ�r�����Ԅӵظ��¼ӹ���(sh��)�������
������CAMϵ�y(t��ng)�������˜ʵ�����ӹ���������������Ѩ����������в���������_�Ͱ��۵�����ټ��ό��T��܇���ӹ����Ժ�EDM���и�ӹ����ԡ���ϵ�y(t��ng)���S�Ñ�ѨһĘ˜������������x�������Ñ����Ժ������ʹ��׃�ɹ��I(y��)���е����ԕr���������������͝��������������䱾���ļӹ���ˇ���������m���@�N���Ե��Π�����@���������е�������(y��u)�c������Ȼ��CAMϵ�y(t��ng)�����Ԅӵ��R�e���ģ���ϵ����������֪����θ�����˾��Ҫ��ӹ��@�������
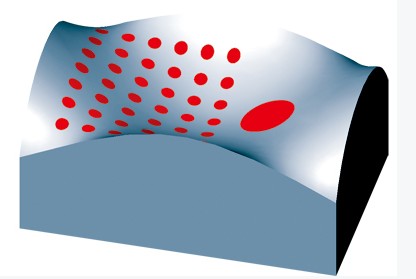
�����D5 ���ٴּӹ��ߵ�·���������\���_ʼ����������������Ŀɼӹ�Ӌ�㷶�����\��
�����Ԅ��R�e�������Ԅӻ�ϵ�y(t��ng)��һ���P�IҪ������������Ќ������R�e����������һ�����ӣ��D1���2����CAMϵ�y(t��ng)�܉��������R�eCADģ���еĿ�����������@�N��r������ֻҪ�c��һ�¾��܉��R�e���wģ���е�ÿһ�������������CAMϵ�y(t��ng)�������а����ӹ����ԣ����ÿһ�����������������ߴ硢���������ǻ�����܉�������R�e��ÿһ�����Ĺ���ƽ��Ҳ������ÿһ����֮���������@���ӹ��������@�N���Ԍ��_������ķ�����ʮ���P�I�������ߴ���ͬ�Ŀ����ԷֽM�w�{��һ�������Ԝp�ٵ��ߵĸ��Q�Δ�(sh��)����������еĿ�����(li��n)ϵ��һ�������������M�ж��c�@���ӹ�������ֱ���^����o���@���Ŀ���������ɲ�������ӹ��ķ�������ڲ���ȫ�Ԅӻ�ϵ�y(t��ng)�Ժ�ͨ�^�����R�e����ʹÿһ���@�ײ���������ѵ�����(zh��)���������o���˹����A���
���������Mһ�������Ԅӻ�ϵ�y(t��ng)����ɫ�������Sԓϵ�y(t��ng)��
��������1���܉��Ԅӵ��R�e���@���ӹ���������ӹ������N��������
������2���܉��Ԅӵ��R�e�ͼӹ��˜ʵĺ͌��õ����Թ���������
�����ԄӸ��w�_��̎
�����mȻ�Ԅӻ��������c���еĔ�(sh��)�����������P���S��CAMϵ�y(t��ng)�����s���Ԅӻ������ںϵ�ܛ��֮����������Է�������Ď��Π���������ģ�������̶���������@һ�c���e��Ҫ������������ģ�����ɏ��s����Ļ���w�ͱ�횲��ò�ͬ���g�ӹ��Ę˜�����M�ɵ�������ټ��ϸ���ԭ���Ď��Πһ����ø��N��ͬ�Ĵּӹ��������δּӹ��;��ӹ���һϵ�в��E�������������ļӹ����
�������ˎ��������ˆT�[Ó�@Щ�s�����Ԅӻ�CAMϵ�y(t��ng)�܉������ܻ���ʽ���w���ģ���ϵ��_��̎�������@�ӵ��߾����Ԅӵ�������ϼӹ��������@Щ�_�ڸ���������һ�ӣ��D3�����4�������@�ӿ��Է�ֹ������ӹ������ͬ�r����������������_��̎��������l(f��)��Σ�U��ԓϵ�y(t��ng)������Ӌ�㵶��·��ǰ����ģ������������Ԅӵ����ɸ��w����������ӹ������Y���r��ԓ���w�Ӿ͕��Ԅ�����������������������Ժ������ӹ������rʹ��������@�����ھ����ˆT�[Ó�o�ĵ��ֹ����I(y��)���������Ҫ���Ժ��ڹ�ˇ�^���мӹ��ĸ��w�^(q��)��(chu��ng)���o�õı��档�ԄӸ��w�κα����ϵĿ���������������һ���ǶȵăAб�ף��ԄӸ��w���s�����ϵ��_��̎������
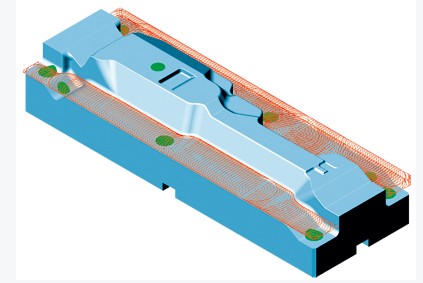
�����D6 �M�ܲ��ø��ٵ���·�������ӹ���������Ҫ���M�^�L�ĕr�g�������H����Ҫ�Ȃ��y(t��ng)�ĵ��ӹ�·����ö࣬���㶨������ؓ�ɿ���ʹ�������ӿ����������
�������ٴּӹ��Ԅӻ�
����CAMϵ�y(t��ng)�������M��Ӌ�㷽�����������ߵĺ㶨ؓ�������Ӌ�㵶��·�����Π����������܇�g�܉�(ji��)�s�����ӹ��r�g�ĵط��������Բ���CAMϵ�y(t��ng)�M�дּӹ����I(y��)����������I(y��)���ּӹ�����������ʹ���������^�̮a��һ����мؓ�����������Ҫ���]���ɂ����أ���1��ÿһ����������ȵ�������Π�������2����̎�ڵ���·���е��κ��ض�λ�Õr����������c����֮�g�Ľ��|��������
����ÿ��?sh��)����c����ȫ����|�r�������ϵ�y(t��ng)�͕��Ԅӵ��{��(ji��)����·�����Π���M�o��������������ڵ����ϵĉ����ஔ?sh��)ͣ�����ژO�ߵ��M�o�ٶ��������S�D�ٺ�������ȗl������������������ƽ���������ع����\�У��D5������������c�飺
������1�������m���Դּӹ��ߵ�����ʹ���c������Π����Ǻ��������a���^������ı����|����
���������2���ں㶨����мؓ�ɗl������������������ּӹ����ٶȡ�
�����������3����ֹ�ڵ����Ϯa���^���ĉ�����������ɵ��߱�ҧס����r���
������4�������ΑB(t��i)ʽ������ʽ����·�����
�����S����·���Ԅ��D�Q
������M��Ӳ�B(t��i)����ӹ������I�����Ҫ���S�˾�������^�̵ĵ����M�мӹ����������ߵ��ߵĄ��ԣ��D6����������}��������ڲ��ؘʵ�3�S����ӹ��r��������@Щ���ߟo���_����ǻ����̎�������CAM��˾�Q�Ľ�Q�@�����}������S�Ñ�����3�S��������������M���ܵ���������ĵ���·������3�S·���������ܛ����֪�����A��ײ�r������Ԅӵ�ʹԓ����·�����x�����������D�Q��5�S����·�����M���p�ٵ��ߵăAб�����Թ�(ji��)�s��λ�r�g�����������c�飺
������1��ʹ���^�̺Ͳ��Ä��Ը��õĵ����������
�����������2����ͬһ�����^���е�3�S�c5�S֮�g�M�����ܻ��D�Q���
�����ӹ�֪�R�ă���
�����S������S����ģ�����칤���x�_�@���I���������M���@���ИI(y��)���¹����ֺ������������������м��g����֪�R�Ĺ����Ƿdz���Ҫ�ģ����I(y��)�յİl(f��)չ�����P�I����������
������˾��Ҫ���M�ܶ���Y������������B(y��ng)��һ����(y��u)���ģ�����칤�ˡ��@Щ�M�ð����ϙC��������Ӌ��CӲ�������ܛ�����b�A���g������ټ��Ϲ��Y���������������������Oʩ������U�������M�õ�������֪�R���N���ڹ��˵��^�X�У��������ڹ�˾�������ˮ��͆T�����ݻ��ҵ���һ�������x�_�r���������˻��������ϵĶ�����Ѫ���M��������������W����֪�R����
�������˱����(y��u)���ģ������֪�R������˾����ҵ�һ�N�܉������˲ź̓���֪�R�ķ��������ʹ������ģ�����칤�˺���Ӗ�ˆT�܉������@Щ֪�R���Ԅӻ�CAMϵ�y(t��ng)������˾�����^���ꃞ(y��u)�������a��ˇ��(sh��)�����뵽Ӌ��C��������������S��˾�����ˆT�ӽ��ʹ�ȡ�@Щ��Ϣ����������������������@Щ֪�R����
��������CAMϵ�y(t��ng)����֪�R���Ӌ��C�؏͈�(zh��)���΄�������Ą�g��(y��u)��Ĺ����ˆT���M����ĕr�g�������߹�ˇˮƽ�������s��CAM�Ԅӻ�ϵ�y(t��ng)����ʹģ�����칫˾�����@�N���ԃ�(y��u)���������õ��������˲��YԴ�������������w�I(y��)�յĸ��������������
����
|

