|
һ��ǰ��
�켈�C����һϵ�������O��M�ɵ�(li��n)�ϙC���֝ɲ��ɴ֡������ϝ{����ϵ�y(t��ng)������W���͉�ե��������ɲ�������������������;�ȡ��������������a����һ���ǣ��{��ͨ�^�ϝ{����ϵ�y(t��ng)���͵����C���a����ǰ�����{�䣬Ȼ��{���ɴ�����ͨ�^�W����������ե������ǰ��ɡ����ɡ����������������C���ڃȵķֲ��O�䣬�ɞ�ԭ�����ԭ���ֿ��������M��C��Ϳ���͏;�C�a����Ʒ����
�켈��һ���B�m(x��)�����a�^�������������a�����B�m(x��)��������Ƴɞ����Ƽs��Ʒ���|���ͮa����ƿ�i�����������ǰ����С���켈�C����û����{�ٷ�ʽ�����^�����ʮ��������a�\��������ˌ��������@��������O��늚�Ԫ���ϻ�����\�в���(w��n)��������������ʸ���������༈�ʸߣ��aƷ�|��Խ��Խ�y�Կ����������һ����{�ٷ�ʽ���M�˴�������ܡ��S��׃�l���g�İl(f��)չ������׃�l��������{��ƽ��(w��n)���{�ٷ��������Ч�ʸߡ��������С�������\�з�(w��n)���ɿ�����(ji��)��Ч��������Ԅӿ��Ʒ������к������{�ٷ�ʽ�o���ȔM�ă�(y��u)�c���ڸ��N���I(y��)���a�еõ��ˏV���đ��á�������F(xi��n)�M����׃�l��������ֲ�늙C���������Ɍ��켈�C�Ą���ϵ�y(t��ng)���졣
���������w����
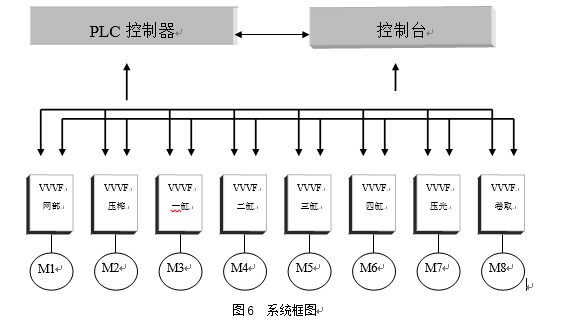
ϵ�y(t��ng)����PLC��׃�l�����Ʒ�ʽ��������������c�����ð��o�ڬF(xi��n)���{��������ϵ�y(t��ng)��DҊ���D6������׃�l������ɭ�mHOPE800ϵ�У�HOPE800G90T4 ���HOPE800G132T4 ��HOPE800G160T4 �� ������PLC�������T��smart200ϵ���������ϵ�y(t��ng)����������¹��ܣ�
��1�� ���ֲ������c������Ϊ����ӡ�ֹͣ���{��������
��2�� ���Cͬ���ӡ��p�����
��3�� �{ijһ�ֲ�܇����ʹԓ�ֲ������Ժ����зֲ�܇��ͬ���ٶ��{����
��4�� ���оo���������܇���Ԅӻ֏͞�ԭ�\��܇�ٵĹ��������
��5�� ����OӋ܇�ٿɸ���(j��)���aҪ���{����
��6�� �o��ͣ܇�����������
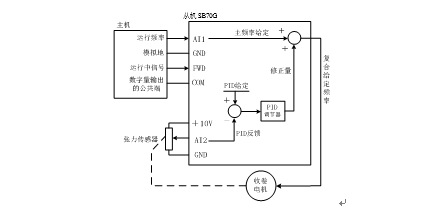
ʹ���������c�o�������oƫ���������������ݔ����̖����PID���������PID�o��ͨ�^��(sh��)���O��������ď���ֵ������C���\������̖����ęC����ͣ��������
ϵ�y(t��ng)�D���£�
����������g��Ӌ��z�y�]�h(hu��n)��ʽ
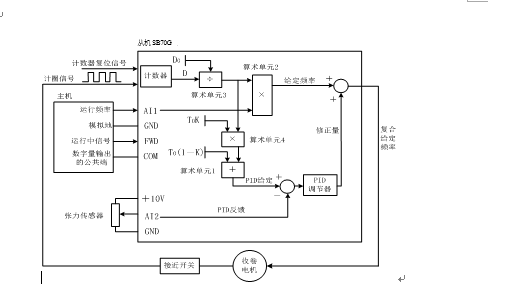
�ɴ������a�����ٶȵ����C���ĸ�C׃�l�����\���l�ʺ;��@�����Č��r�폽Ӌ��������ďęC����ȡ�C�����o���l��������Դ�����ǰ����ͬ�r��PID�{��(ji��)�����Ƽ����ď���PIDݔ����������o���l���M�в��������������������l�������ȡ늙C�Ľo���l���������@�Nǰ���ͷ������õďͺϿ��Ʒ������ƾ��Ⱥܸߣ��ܶ��������ƌ��õ�׃�l����ʹ�����@�N���������SB70G����ͨ�^�ɾ���ģ�K�����̌��F(xi��n)�@�N���ƣ�ʹ�÷��㣬�����`��������ϵ�y(t��ng)���ƿ�D���£�
��Ҫ�˽����aƷ���߽�Q�����Ɂ����ԃ��
|

